Thread rolling vs cutting remains a key comparison in precision manufacturing. Engineers frequently assess both methods for producing threaded components. Rolling creates threads through controlled plastic deformation. Cutting shapes threads by removing material with taps, dies, or CNC tools. Each process affects strength, cost, and efficiency in different ways. Manufacturing environments require careful selection to achieve optimal results. Production scale strongly influences which method performs better. High-volume industries favor faster and more consistent processes. Custom or low-volume work often depends on flexible machining solutions. Clear knowledge of these methods improves performance, durability, and cost control in modern engineering applications.
Thread Rolling Vs Cutting: Fundamental Process Comparison
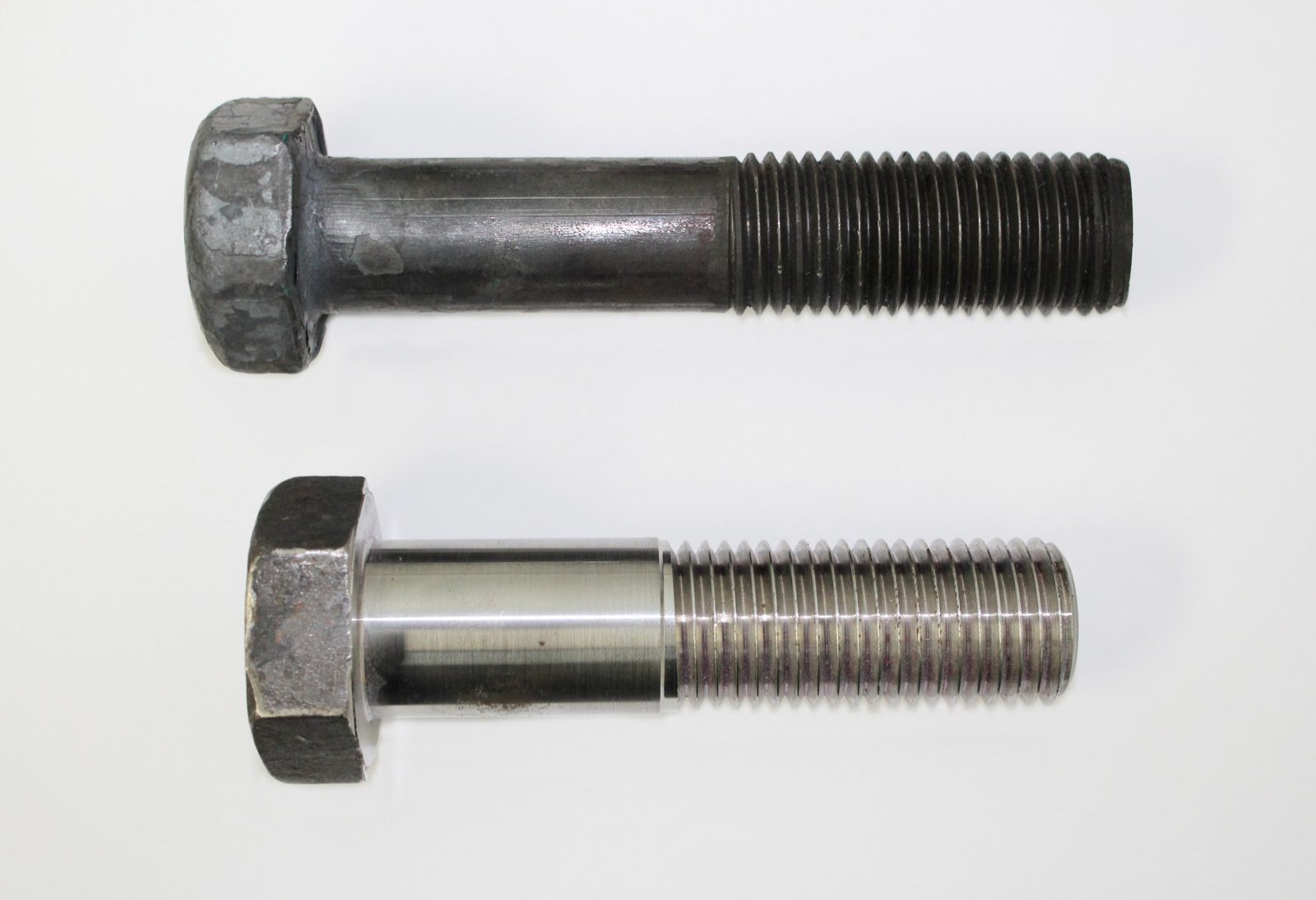
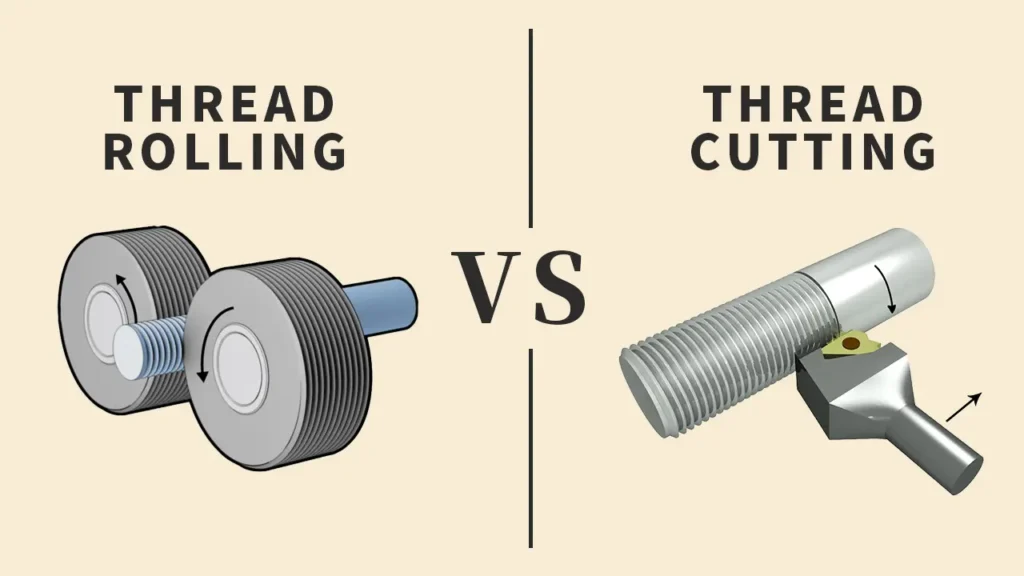
Thread rolling vs cutting differs in how threads are physically produced. Rolling presses hardened dies into the material surface. Cutting removes material using sharp tools to form threads. Rolling preserves material continuity and strengthens structural integrity. Cutting interrupts grain flow during chip removal processes. Both methods require different machine configurations and setups.

Rolling machines operate under high pressure with continuous motion. Cutting systems allow flexibility for various thread sizes and geometries. Production requirements determine which method performs best. Engineers must evaluate tolerance, material, and design constraints carefully.
Material Behavior and Metallurgical Impact
Material response directly affects thread strength and performance outcomes. Rolling aligns grain flow along the thread profile. This alignment improves fatigue resistance and load capacity. Cutting disrupts grain structure and introduces stress concentration points. Rolled threads perform better under cyclic loading conditions. Surface work hardening occurs during rolling operations. Cutting does not provide similar strengthening effects. Ductile materials are ideal for rolling processes. Brittle materials require cutting due to limited deformation capability. Proper material selection ensures reliable and durable threaded components.
Tooling and Equipment Requirements
Tooling plays a critical role in thread production efficiency. Rolling uses hardened dies designed for specific thread profiles. These dies operate under high pressure and require precise alignment. Cutting tools include taps, dies, and thread milling cutters. Tool wear occurs faster in cutting due to heat and friction. Rolling dies generally offer longer service life with proper maintenance. Equipment costs differ significantly between both methods. Rolling systems require higher initial investment. Cutting systems provide flexibility with lower startup costs. Manufacturers must align tooling strategies with production goals.
Production Speed and Efficiency Factors
Efficiency strongly influences manufacturing decisions in threaded production. Thread rolling vs cutting comparisons often emphasize speed advantages. Rolling achieves high production rates through continuous deformation processes. Cutting requires slower operation due to chip removal steps. Automation integrates easily with rolling systems for consistent output.
Cutting processes require more supervision and tool adjustments. Energy consumption differs between both methods. Rolling uses less energy per unit produced. Cutting consumes more energy due to friction and heat generation. High-volume production environments benefit significantly from rolling efficiency.
Surface Finish and Precision Outcomes
Surface quality affects both performance and appearance of threaded parts. Rolled threads typically exhibit smooth and uniform finishes. Cutting may produce rougher surfaces depending on tool condition. Rolling ensures consistent geometry in standard thread production. Cutting allows customization for complex thread designs. Precision machined components often rely on cutting for intricate geometries. Rolling is ideal for repeatable and high-volume manufacturing. Surface integrity also impacts corrosion resistance and wear performance. Engineers must consider finishing requirements during process selection. Proper surface quality enhances durability and functional reliability.
Thread Rolling Vs Cutting: Cost Analysis and Scalability
Thread rolling vs cutting influences cost structures across different production scales. Rolling requires higher initial investment in machines and dies. Cutting offers lower startup costs and flexible tooling options. Per-unit cost decreases significantly in rolling during mass production. Cutting remains economical for small batches or custom parts.

Labor requirements differ between both methods.Rolling systems operate efficiently with minimal operator involvement. Cutting processes often require skilled machinists for accuracy. Scalability strongly favors rolling in large production runs. Manufacturers must evaluate long-term efficiency and operational costs.
Application Scenarios and Industry Use Cases
Industries select thread production methods based on performance needs. Automotive and aerospace sectors prefer rolled threads for durability. Construction applications benefit from strong and reliable fasteners. Cutting is widely used in maintenance and repair operations. Custom components often require cutting for flexibility and precision. Precision milled components may include cut threads for complex geometries. Electronics industries rely on cutting for miniature thread designs. Rolling suits standardized components produced in high volumes. Engineers must align process capabilities with application requirements. Proper selection ensures reliability and efficiency.
Advantages and Limitations Overview
Both methods offer distinct advantages depending on production conditions.
- Thread rolling increases fatigue strength and durability
- Thread rolling reduces material waste and improves efficiency
- Thread rolling requires higher initial equipment investment
- Thread cutting supports complex and custom thread designs
- Thread cutting works well with hard or brittle materials
- Thread cutting generates more waste and slower production
These comparisons help manufacturers select suitable processes based on priorities.
| Performance Factor | Thread Rolling | Thread Cutting |
|---|---|---|
| Thread Formation | Material deformation | Material removal |
| Grain Structure | Continuous and aligned | Interrupted |
| Fatigue Strength | High | Moderate |
| Surface Finish | Smooth | Variable |
| Production Aspect | Rolling | Cutting |
|---|---|---|
| Cycle Time | Fast | Slower |
| Automation | Highly compatible | Moderate |
| Energy Consumption | Low | Higher |
| Waste | Minimal | High |
| Cost Factor | Thread Rolling | Thread Cutting |
|---|---|---|
| Initial Investment | High | Low |
| Tool Life | Long | Short |
| Labor Cost | Low | Higher |
| Cost per Unit | Low at scale | Higher at scale |
Post-Table Analysis: Choosing the Right Method
The tables highlight key differences in performance, efficiency, and cost. Rolling excels in high-volume production requiring strength and consistency. Cutting provides flexibility for customized and low-volume manufacturing needs. Engineers should prioritize strength for load-bearing components. Cost evaluation must include both initial investment and long-term savings. Precision machined components often benefit from cutting flexibility. Standard fasteners typically favor rolling for repeatability. Decision-making should balance technical requirements and production goals. Proper process selection improves product durability and efficiency.

Common Mistakes When Choosing Between Methods
Manufacturers often make errors during process selection decisions. Some prioritize low upfront cost instead of long-term efficiency. Others overlook material compatibility when selecting rolling processes. Production volume is sometimes underestimated during planning. Tool wear in cutting processes is frequently ignored. Strength requirements may be misjudged, leading to failures. Poor analysis results in inefficient manufacturing strategies. Engineers must evaluate all technical factors carefully. Accurate planning ensures optimal process selection. Avoiding these mistakes improves reliability and cost control.
Future Trends in Thread Manufacturing
Technology continues to transform thread production processes. Automation improves efficiency and consistency in rolling systems. CNC machining enhances precision in cutting operations. Hybrid manufacturing approaches are becoming more common. Advanced materials require specialized tooling strategies. Digital monitoring systems improve quality control processes. Sustainability promotes low-waste production methods like rolling. High-volume industries increasingly adopt automated rolling systems. Cutting remains essential for specialized and precision applications. Future innovations will further optimize both methods.
Conclusion: Making the Right Choice
Thread rolling vs cutting remains a critical comparison in manufacturing decisions. Each method offers advantages depending on application requirements. Rolling provides strength, efficiency, and cost benefits in large-scale production. Cutting delivers flexibility and precision for complex components. Engineers must evaluate material properties, production volume, and performance needs. Strategic selection ensures high-quality threaded components. Balanced decisions improve both efficiency and product lifespan.
FAQ
What is stronger: rolled or cut threads?
Rolled threads are generally stronger because the grain flow follows the thread shape. This alignment improves fatigue resistance and load distribution significantly. Cutting removes material and interrupts the grain structure, which creates weak points.
Work hardening during rolling also increases surface strength and wear resistance. Components exposed to vibration or repeated stress benefit from rolled threads. Engineers often select rolling for critical applications requiring durability. This method provides longer service life and better mechanical performance. Overall, rolled threads offer superior strength for demanding industrial environments.
When should thread cutting be used instead of rolling?
Thread cutting is suitable for applications requiring flexibility and customization. Complex geometries often cannot be achieved through rolling processes. Hard or brittle materials are better suited for cutting because they resist deformation. Low-volume production benefits from cutting due to lower setup costs. Maintenance and repair work also rely heavily on cutting methods. Cutting tools allow precise adjustments during machining operations. Industries producing specialized parts depend on this flexibility. Engineers choose cutting when design complexity or material limitations prevent rolling. This approach ensures accurate results across varied applications.
Is thread rolling more cost-effective than cutting?
Thread rolling becomes more cost-effective in high-volume production environments. Initial investment is higher due to specialized equipment and tooling. However, faster production speeds reduce overall manufacturing time. Tool life is longer, which lowers maintenance and replacement costs. Material waste is minimal because no chips are generated. Cutting is more economical for small batches or prototype production. Labor costs are higher in cutting due to manual involvement. Cost efficiency depends on production scale and application needs. Manufacturers must evaluate long-term savings when selecting the most suitable process.

