
Decoding Gear Grinding Vs Hobbing for Heavy Industry
Modern industrial plants require durable power transmission components to maintain continuous factory operations. Engineers design these critical components using advanced metal cutting techniques. Choosing the correct method directly impacts production speed and machine efficiency. For power transmission designers, evaluating gear grinding vs hobbing remains a critical step. Each process offers distinct benefits for manufacturing a Spur gear helical gear combination. Cutting tools shape the raw metal stock before heat treatment stabilizes the final steel structure. Manufacturers must analyze tolerances, cost constraints, and volume requirements before launching any manufacturing campaign. Procurement teams analyze technical insights into both methods to make excellent long-term decisions. Selecting the ideal fabrication technique ensures high mechanical reliability and lower operating noise.
Mechanical Mechanics of the Gear Hobbing Process
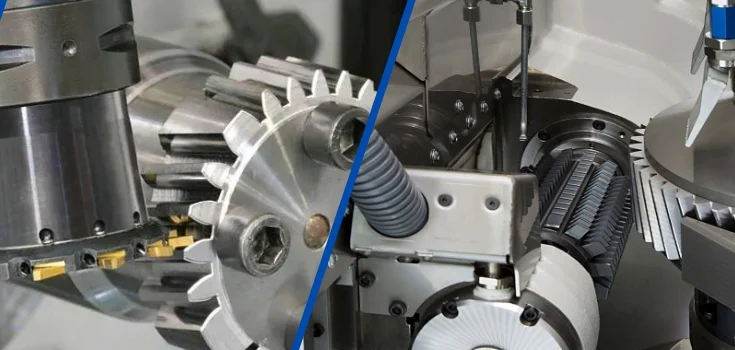
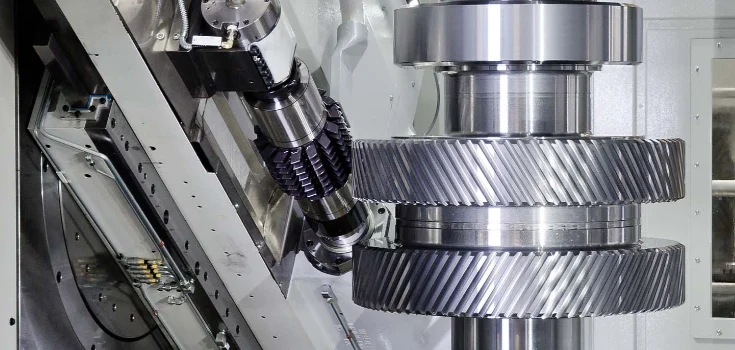
Gear hobbing represents a high-speed generative cutting process used to create precise tooth profiles. Operators feed a specialized cutting tool called a hob into the rotating blank workpiece. The machine synchronizes the rotation of both the hob and the gear blank. Progressive cuts remove excess metal to form external teeth with consistent spacing. Many versatile setups accommodate various materials, including carbon steel, alloy steel, and bronze. High-speed steel hobs cut the soft metal blank rapidly to achieve high production rates. Factories utilize this technique for roughing operations before hardening the metal parts. Standard hobbing machines easily generate diverse tooth profiles for mass production runs. Resulting components meet moderate accuracy standards suitable for standard industrial machinery. Consequently, manufacturing facilities rely on hobbing for cost-effective, bulk fabrication projects.
Abrasive Engineering in Modern Precision Gear Grinding
Gear grinding utilizes abrasive wheels to remove small amounts of material from pre-cut tooth surfaces. A finishing operation typically occurs after the workpiece undergoes heat treatment. Hardening processes often distort the tooth profile slightly due to thermal stress. Grinding wheels correct these tiny errors to achieve tight dimensional tolerances. Industrial grinding machines operate at extremely high speeds while applying specialized cooling fluids. The fluid prevents thermal damage and maintains the metallurgical integrity of the steel. Workers achieve exceptional surface finishes that measure below one micrometer in roughness. These smooth profiles minimize friction and reduce operating noise in high-speed applications. Precision gear grinding serves critical sectors like aerospace engineering and wind turbine manufacturing. Superb grinding guarantees high component durability under extremely demanding physical conditions.
| Process Parameter | Gear Hobbing | Gear Grinding |
|---|---|---|
| AGMA Quality Class | AGMA 8 to 10 | AGMA 12 to 15 |
| Surface Roughness (Ra) | 1.6 to 3.2 micrometers | 0.2 to 0.8 micrometers |
| Production Cycle Time | Fast (Minutes per part) | Slow (Hours per part) |
| Initial Machinery Cost | Moderate investment | Very high investment |
Detailed Analysis of Mechanical Gear Tolerances and Finishes
The technical differences displayed above highlight why manufacturing plants choose specific production methods. Higher AGMA quality classes represent superior geometric precision during operation. Grinding machines deliver exceptionally tight tolerances that prevent power transmission losses. In contrast, hobbing machines prioritize speed over extreme surface smoothness. Procurement managers evaluate these specific metrics to balance production speed against mechanical performance. The data underscores the critical trade-offs that define the performance of gear grinding vs hobbing in factories. Utilizing hobbed parts in high-speed applications often causes excessive vibration and early wear. Grinding prevents these issues by polishing the teeth surfaces to high precision. Thus, engineering teams must match the component requirements with the appropriate machinery capacity.
| Process Aspect | Gear Hobbing Conditions | Gear Grinding Conditions |
|---|---|---|
| Material Hardness | Soft steel (below 30 HRC) | Hardened steel (above 55 HRC) |
| Heat Treatment Stage | Pre-heat treatment cutting | Post-heat treatment finishing |
| Thermal Distortion Risk | None during the cutting phase | Requires heavy cooling to avoid burns |
| Coolant Requirement | Standard cutting oil or dry hobbing | High pressure synthetic grinding oil |
Explaining Metallurgical Properties and Heat Treatment Responses
Steel metallurgy dictates the processing sequence during heavy-duty gear fabrication. Standard hobbing machines cut soft, annealed steels before heat treatment increases the material hardness. The hardening furnace heat-treats the rough-cut gears to improve wear resistance. Thermal processing introduces unavoidable volumetric changes and physical distortions. Consequently, subsequent finishing becomes necessary to restore the specified dimensions. Grinding wheels shave off hard material layers from carburized steel structures. Operators must apply consistent fluid pressure to prevent thermal cracking during grinding. Proper coolant application protects the hardened microstructure from intense frictional heat. Thus, monitoring the thermal behavior of carbon steel ensures robust manufacturing output. Combining these processes logically yields durable parts with excellent surface integrity.
Manufacturing engineers select gear hobbing under the following industrial conditions:
High-volume production runs requiring rapid metal removal rates.
External gear profiles with standard spur or helical geometries.
Pre-hardened or soft metals with hardness levels below 30 HRC.
Lower budget projects seeking competitive unit manufacturing costs.
Manufacturing Efficiency in High Volume Production Environments
The operational parameters outlined in the list explain why hobbing dominates high-volume production lines. Automotive gearboxes and agricultural machinery require thousands of standard transmission gears daily. Generative cutting via hobbing provides the necessary speed to meet these massive delivery targets. Standard hobs cut multiple blanks simultaneously to optimize machine utility and reduce setup times. Procurement officers minimize tool changeover costs by utilizing standardized cutter shapes. Such efficiency lowers the overall cost per part for global supply chains. Soft steel gears perform adequately in low-speed, non-critical power systems. Consequently, factories allocate their resources to hobbing for high-demand, low-complexity mechanical assemblies. The production strategy secures steady commercial output while maintaining predictable operational expenses.
Utilizing High Precision Gear Grinding Vs Hobbing for Severe Duties
Aerospace, heavy marine, and military vehicles demand components that withstand extreme mechanical stresses. Extreme operating speeds make tiny manufacturing inaccuracies highly destructive over time. Engineers choose precision abrasive grinding to eliminate dimensional distortions from final induction hardening. They often design a complex Precision bevel gear worm gear assembly for specialized high-torque systems. The application of hard finishing becomes vital when deciding between gear grinding vs hobbing for demanding systems. Grinding corrects tooth alignment errors to ensure quiet operation at ten thousand revolutions per minute. Smooth metal contact patterns minimize wear and prevent expensive catastrophic transmission failures. High accuracy grades protect the drivetrain under shock loads in rugged offshore environments. Thus, advanced grinding ensures excellent reliability where component failure is not an option.

Operational Economics of Modern Gear Production Workshops
Financial controllers evaluate capital expenditure and long-term operating costs when selecting workshop machinery. Grinding machines represent a significant initial investment due to advanced CNC control technology. Additionally, the specialized abrasive wheels require regular dressing and costly coolant filtration systems. In contrast, hobbing equipment demands lower initial capital and simpler tool maintenance schedules. High production speeds allow shops to amortize hobbing costs over millions of fabricated parts. However, finished ground gears offer superior service life in the field. Reduced wear translates directly into fewer warranty claims and lower maintenance costs for clients. Long-term durability offsets the higher initial price of abrasive grinding over the product lifecycle. Smart managers choose the manufacturing process that maximizes lifetime economic value.
Selecting the Perfect Technology for Your Transmission Needs
Choosing the appropriate machining pathway depends entirely on your specific mechanical goals. High-speed, heavy-load, or low-noise applications naturally demand post-heat treatment abrasive grinding. Standard power transmission projects with tight budgets benefit more from high-speed generative hobbing. Many industrial gearboxes utilize a logical combination of both manufacturing methodologies. Roughened blanks undergo initial cutting on hobbing machines before hardening operations occur. Final grinding then refines the critical contact areas to achieve maximum efficiency. Ultimately, choosing gear grinding vs hobbing determines your long-term operational success. Industrialists must partner with experienced fabrication facilities to optimize their gear designs. Expert engineering support ensures that every component performs reliably under hard field conditions. The close partnership secures the structural integrity of your machinery for decades.
FAQ
What Is the Difference in Surface Roughness Between Hobbing and Grinding?
Surface roughness differs significantly between these two primary gear manufacturing processes. Gear hobbing generates a surface finish ranging from 1.6 to 3.2 micrometers Ra. The rougher texture stems from the physical cutting motion of the metal hob. Conversely, gear grinding delivers an exceptionally smooth finish between 0.2 and 0.8 micrometers Ra. Abrasive wheels polish the material to eliminate microscopic ridges. Smooth teeth surfaces minimize sliding friction during high-speed rotation. Consequently, ground gears run much quieter and experience lower wear rates under heavy loads. Such texture difference directly affects mechanical performance in advanced drive systems. Engineers choose grinding when low friction is critical.

Is It Necessary to Grind a Gear After Hobbing It?
Grinding is not always necessary after completing the initial gear hobbing process. Standard industrial gearboxes operating at low speeds perform adequately with hobbed gears. These applications do not require the extremely high precision of abrasive finishing. However, high-speed applications demand post-hobbing grinding to eliminate thermal distortion. Heat treatment processes harden the steel but warp the fine tooth profile. Abrasive wheel finishing acts as a necessary final step to correct these heat-induced errors. Manufacturers combine both steps to produce highly reliable power transmission components. Thus, your specific application determines whether you need subsequent grinding. Standard machines operate efficiently without the extra finishing cost.
Which Manufacturing Process Achieves Better DIN Accuracy Grades?
Gear grinding consistently achieves much higher DIN accuracy grades than standard hobbing. Typical hobbing machines produce parts meeting DIN 7 to DIN 9 standards. These grades suit general machinery and slower agricultural transport equipment. In contrast, precision grinding achieves ultra-precise grades from DIN 3 to DIN 6. Specialized CNC grinding centers control physical tolerances within a few micrometers. Such extreme accuracy is essential for high-speed turbine shafts and automotive electric vehicles. Higher precision grades reduce transmission backlash and optimize tooth contact patterns. Consequently, grinding represents the premier choice for achieving top-tier DIN accuracy ratings. Smart buyers select grinding to meet strict international manufacturing standards.

