Analyzing Gear Heat Treatment Case Hardening Principles
Heavy machinery demands robust mechanical components to withstand immense operational stress. Transmission systems suffer severe damage when surfaces fail under contact pressure. Proper gear heat treatment case hardening solves this critical degradation issue. Metallurgists heat the outer steel layer to high temperatures within carbon-rich atmospheres. This chemical diffusion creates a hard outer shell on the component. Meanwhile, the inner core remains ductile to absorb heavy impact forces. Operators choose this method to increase the overall lifespan of drive units. Superior surface carbon concentration prevents premature wear during heavy industrial operations. Equipment manufacturers achieve optimal output by utilizing these precise thermal techniques. Hardened components guarantee continuous system performance under harsh environmental conditions. Plant efficiency rises when gears resist cracking during sudden high-torque events.

Metallurgical Phases of the Carburizing Process
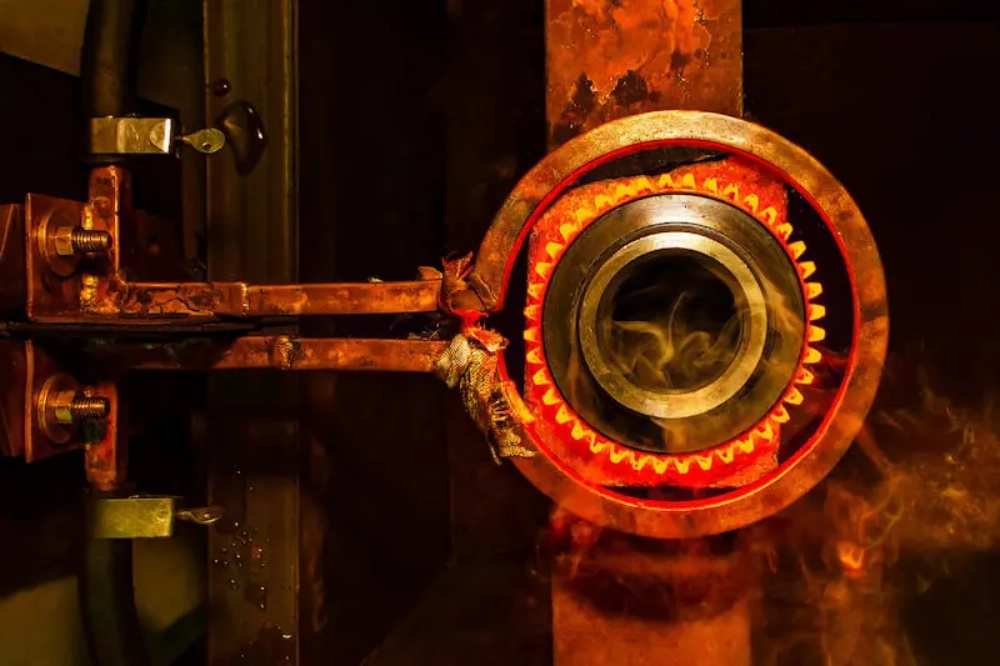
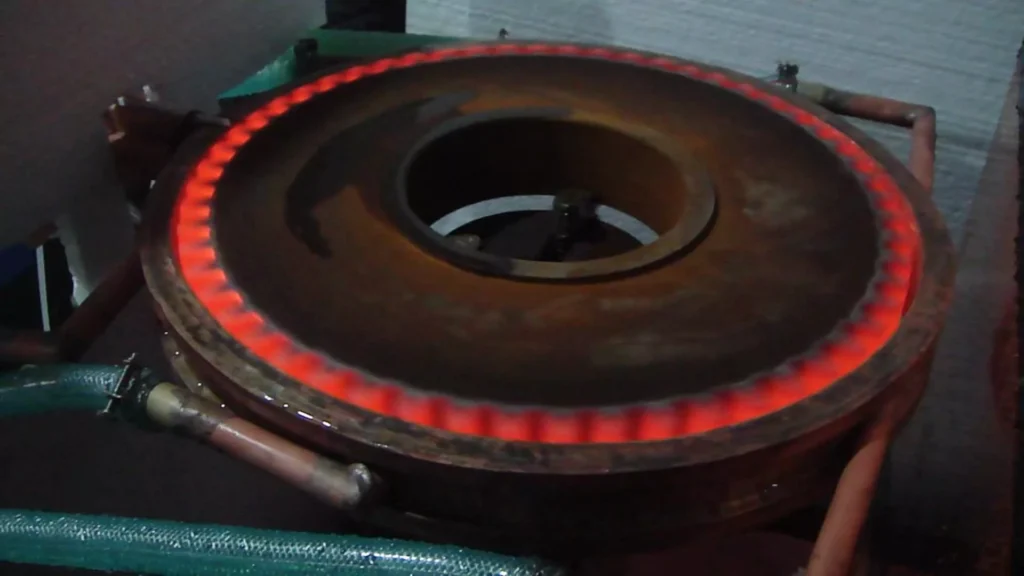
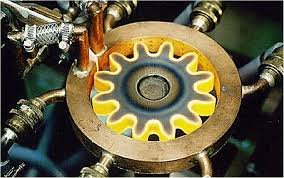
Gas carburizing represents the primary method for surface hardening alloy steels. Technicians place the parts into a sealed furnace at ninety degrees Celsius. Methane or propane gas supplies the necessary carbon to the hot surface. Carbon atoms slowly diffuse into the outer crystalline lattice of the metal. This specific process hardens a Spur gear helical gear design with extreme precision. Rapid oil quenching then transforms the austenite phase into hard martensite. Tempering immediately follows quenching to relieve high internal thermal stresses. Engineers carefully control the process duration to establish the exact depth needed. Exact gas ratios ensure uniform carbon distribution across complex tooth geometries. Regular testing verifies that the outer microstructure achieves maximum load capacity. Final grinding operations correct minor dimensional changes caused by rapid cooling.
Key Mechanical Benefits for Transmission Shafts
Dual-phase structures provide unique mechanical properties for industrial power transmission. Deep carbon enrichment ensures that the surface resists intense friction and abrasion. Heavy industrial operations rely on gear heat treatment case hardening to maintain performance. The soft core prevents complete structural fracture under sudden overload conditions. This combination allows components to survive extreme shock loads in mining equipment. Mechanical systems benefit from reduced friction coefficients on the hardened teeth. Maintenance crews experience fewer unexpected breakdowns in critical production lines. Hardened surfaces also resist pitting caused by micro-contact fatigue over time. Manufacturing plants save significant capital by avoiding frequent replacement parts. Specialized machinery operates smoothly when components maintain their original profiles. Selecting the correct processing parameters ensures optimal performance under load.
Enhanced surface hardness prevents severe metal-to-metal adhesive wear.
Tough inner core absorbs shock loads during sudden torque peaks.
High compressive residual stresses stop surface cracks from propagating deep inside.
Deciphering Toughness Characteristics of Carburized Components
The three listed structural features directly dictate the durability of drive units. High surface hardness minimizes adhesive wear when lubrication films fail temporarily. Metal surfaces rub against each other without causing immediate destructive scoring. Meanwhile, the shock-absorbing core prevents catastrophic failure when teeth experience impact. Tough core properties derive from lower carbon levels within the base steel. Compressive residual stresses act as a shield against microscopic cracks. These forces actively push crack edges together to prevent material separation. Together, these aspects form a complete defense system against severe stress. Industrial operators achieve highly reliable operations by combining these mechanical traits. Knowing these metallurgical details helps designers optimize drivetrain performance. Long-term reliability depends heavily on balancing these distinct structural zones.
Surface Hardening Performance Matrix
Selecting the correct steel alloy determines the final success of processing. Different steel grades exhibit unique responses to identical chemical heat treatments. Proper gear heat treatment case hardening requires specific alloying elements for success. Chromium and nickel increase hardenability and core toughness of the components. Molybdenum prevents grain coarsening during high-temperature gas carburizing cycles. Low-carbon alloy steels work best for parts requiring high core ductility. Designers match alloy chemistry with expected torque limits to avoid failure. Heavy duty applications utilize premium grades to ensure maximum load capacity. These specialized alloys respond predictably to rapid cooling in oil baths. Consistent alloy quality yields uniform hardness profiles across production batches. Careful material verification remains standard practice in professional thermal processing shops.
| Steel Alloy Grade | Main Alloying Elements | Typical Surface Hardness (HRC) |
|---|---|---|
| AISI 8620 | Ni, Cr, Mo (Low levels) | 58 - 62 |
| AISI 9310 | High Ni, Cr, Mo | 60 - 64 |
| AISI 4140 | Cr, Mo (Medium carbon) | 54 - 58 |
How Core Microstructure Impacts Load Capacity
The presented table highlights the diverse performance levels of standard alloys. AISI 8620 provides an economical choice for moderate industrial applications. Nickel additions in AISI 9310 deliver superior fracture toughness for flight gears. Chromium-molybdenum grades like AISI 4140 achieve slightly lower surface hardness values. These differences dictate how parts perform under high torque and stress. Selecting AISI 9310 ensures maximum resistance to severe shock loads. Meanwhile, AISI 8620 offers sufficient durability for normal plant equipment. Metallurgists analyze these alloying elements to predict phase changes during quenching. Precise chemical balance prevents structural failure under extreme continuous operating conditions. Heat treaters adjust furnace temperature profiles according to each specific grade. Proper chemistry matching guarantees consistent mechanical properties across entire gear tooth profiles.
Why Gear Heat Treatment Case Hardening Extends Fatigue Life
Cyclic loading causes metal fatigue, which destroys transmission systems over time. Microscopic cracks initiate at the surface and propagate through the core. Proper thermal processing introduces beneficial compressive stresses in the outer layer. These compressive forces delay the initiation of micro-cracks under severe stress. Consequently, parts operate longer before showing signs of fatigue wear. This fatigue resistance proves crucial for high-stress aerospace and marine drivetrains. A Precision bevel gear worm gear set utilizes these benefits for silent operation. Highly loaded tooth flanks resist pitting when they possess high compressive stress. Engineers can design smaller power transmission units by utilizing hardened components. Lightweight systems achieve equal torque capacity compared to larger non-hardened systems. Maximizing fatigue resistance remains the ultimate objective of modern thermal processing.
Optimizing the Case Hardening Method
Thermal distortion presents a major challenge during rapid cooling operations. High temperatures modify the grain structures and cause minor volumetric changes. Correct quenching medium selection minimizes dimensional variations in critical components. Utilizing gear heat treatment case hardening requires careful monitoring of cooling rates. Fast cooling in agitated oil ensures the formation of hard martensite. However, excessive cooling rates can introduce unwanted part geometry distortion. Specialized quenching oils with specific additives control heat transfer rates effectively. Process control software monitors furnace atmospheres to maintain strict carbon potential. Consistent carbon potential prevents decarburization of the outer steel boundary layer. Modern operations utilize vacuum furnaces to eliminate oxidation during thermal cycles. Precise atmosphere control results in clean surfaces that require minimal final grinding.
| Treatment Parameter | Industrial Range | Mechanical Impact |
|---|---|---|
| Carburizing Temp | 900°C - 950°C | Controls carbon diffusion rate |
| Quenching Medium | Agitated Mineral Oil | Determines martensite formation |
| Tempering Temp | 150°C - 200°C | Relieves internal stress |
Analyzing Thermal Distortion and Quenching Oils
The listed processing parameters directly impact the final part dimensions. Elevating carburizing temperatures speeds up the cycle but increases grain growth. Mineral oils provide moderate cooling rates to prevent severe cracking risks. Tempering at low temperatures preserves the high hardness of the surface. This specific tempering phase also restores some ductility to the core. Uncontrolled thermal cycles lead to massive dimensional errors in complex geometries. Consequently, manufacturing costs rise due to excessive post-heat grinding operations. Maintaining strict temperature limits prevents expensive scrap during production runs. Automation systems now control furnace variables with incredible real-time precision. Automated quenching elevators guarantee immediate immersion to achieve target hardness. These technological improvements yield highly repeatable mechanical results across batches.

FAQ
What depth is typical for industrial gears?
Effective case depth varies based on the module of the teeth. Industrial power systems usually require a depth between one and two millimeters. Small power transmission units utilize shallower depths to avoid core embrittlement. Achieving these specific measurements requires precise atmosphere control inside the furnace. Operators use test pins to verify the depth after quenching cycles. Modern gear heat treatment case hardening ensures that this depth remains completely uniform. This uniform layer provides consistent wear resistance across all contacting surfaces. Adjusting furnace cycle durations allows operators to customize case depth profiles easily. Specialized software calculations predict hardness distribution based on alloy chemistry. Metallurgists monitor these variables to secure optimal wear properties.
Which steel grades are ideal for this?
Low-carbon alloy steels perform best during these thermal diffusion processes. AISI 8620 and AISI 9310 represent the most common selections. These materials possess low carbon levels to maintain core toughness. Adding nickel increases resistance to impact forces during harsh operation. Chromium enhances surface hardness and wear resistance after carbon diffusion. Applying gear heat treatment case hardening to these grades yields excellent results. Conversely, medium-carbon steels like AISI 1045 are not ideal for carburizing. High base carbon levels cause the core to become dangerously brittle. Engineers pick the steel based on expected mechanical loading and cost. Correct material choice secures long-term durability for heavy power transmission. Metallurgical analysis always precedes the manufacturing phase of industrial components.
How does tempering prevent brittle failure?
Quenching transforms the microstructure into martensite, which is extremely brittle. High internal stresses can cause immediate cracking without external loads. Low-temperature tempering restores necessary ductility to the hardened parts. The process involves heating the steel to nearly two hundred degrees. This heat allows minor carbon diffusion, reducing extreme internal stress. Consequently, the toughness of the material improves without losing high hardness. Operators maintain the target temperature for several hours to ensure uniformity. Controlled cooling prevents new thermal stresses from forming in the metal. Tempered components resist impact loads much better than untempered components. Plant operators achieve maximum mechanical reliability by completing this vital phase. Proper tempering guarantees safe and long-lasting performance in industrial systems.

